一、功能概述
本設備適用于軟包裝鋰電池電芯的熱壓成型、冷壓定型生產(chǎn)工藝。通過步進電機驅(qū)動,三工位轉(zhuǎn)盤實現(xiàn)放料—熱壓—冷壓—收料流水式作業(yè),以滿足電芯厚度方向上兩平面的平面度與平行度都有較高精度要求中高檔產(chǎn)品的生產(chǎn)加工。設備的生產(chǎn)效率高,操作簡單方便、安全可靠。
二、工藝流程
通上電源,電源指示燈亮,設定成型壓力及成型溫度,模板快速升溫到設定溫度,人工放上電池電芯,按雙手啟動按鈕,轉(zhuǎn)盤自動升起后,步進電機驅(qū)動轉(zhuǎn)盤旋轉(zhuǎn)120度將電池電芯快速送到熱壓成型工作位,轉(zhuǎn)盤自動下降,熱壓機構(gòu)自動壓合,壓力達到設定壓力值,熱壓計時開始,達到設定時間時熱壓工序完成。同時,電池電芯送至冷壓定型工位進行加工,完成后,電池電芯送至收放工位,人工取出電池電芯,完成了單個電池電芯熱壓成型、冷壓定型一整個動作循環(huán)。多個電池電芯的生產(chǎn)加工時,取出壓好電芯后再放入另一個電芯,冷熱壓兩工位同時進行工作,極大地提高了生產(chǎn)效率,降低了生產(chǎn)成本。
三、動力配置及安裝參數(shù)
1.配置電源:220V/50Hz;功率:7.5KW
2.壓縮空氣:≥0.6pa,15LMin(用戶自備)
3.設備重量:約1.0T。設備安裝地面承重要求:>1T/㎡
4.外形尺寸:(長×寬×高)1190×1070×1850mm
5.外觀顏色:國際微機灰1C
四、技術參數(shù)
1.適應產(chǎn)品規(guī)格:L×W×H:(10—300)×(5—250)×(2—15)以內(nèi)。
2.產(chǎn)能:300--600EA(視產(chǎn)品尺寸而定)。
3.機器步進精度:+/-0.05~0.1mm
4.適應電芯厚度:0-15mm
5.增壓缸壓力:最大出力5T
6.模板壓力:上模板等的重量-5T可調(diào)。
7.保壓時間:0-999秒可調(diào)。
8.熱壓溫度:室溫-120°可調(diào),可設置補償,控制精度±2.5°
9.冷壓溫度:5-20℃(本機不含冷水機;若用戶需要,可另行購買)
10.上下模板平行度:±0.025mm,可用三聯(lián)無碳復寫紙,在設置壓力1T,使用溫度下壓出的印跡需均勻。
11.上下模板規(guī)格:350x300mm
五、設備特性說明
1.三工位轉(zhuǎn)盤實現(xiàn):放料→熱壓→冷壓→收料循環(huán)式作業(yè)。
2.熱壓自動平壓調(diào)節(jié)設計,壓力可調(diào)。
3.冷壓自動平壓調(diào)節(jié)設計,壓力可調(diào)。
4.設備采用臺灣高精度增壓缸,壓力在上模板等的重量---5000kg可調(diào),壓力輸出穩(wěn)定。
5.設備每個工位使用的面積為350mmX300mm
6.冷熱壓模板均采用普通碳鋼,表面進行鍍硬鉻處理。
7.設備采用轉(zhuǎn)盤夾具上下移動,可編程控制器PLC 實現(xiàn)自動控制,觸摸屏人機對話,操作設置方便,只需一人操作便可以使用。
8.發(fā)熱管采用500瓦,熱壓工作溫度范圍Max250°C±2.5°C,長度:310mm
9.機械零配件均作有表面處理。
10.采用雙按鈕啟動,保護人身安全。
六、設備主要組成
(一)機械部分
1.機架平臺機構(gòu):底板及蓋板,加強板烤漆,方通烤漆主機架。
2.熱壓機構(gòu):具有四柱導向模板,上下發(fā)熱模板溫度獨立控制,氣液增壓缸驅(qū)動上模板施壓,壓力表直觀顯示。
3.冷壓機構(gòu):具有四柱導向模板,上下水冷卻模板,氣液增壓缸驅(qū)動上模板施壓,實際壓力表直觀顯示。
4.轉(zhuǎn)盤機構(gòu):步進馬達驅(qū)動三工位轉(zhuǎn)盤傳送運轉(zhuǎn),光電感應定位。
(二)電氣及標準件
1.可編程控制器PLC:三菱
2.人機界面:威綸
3.電氣控制器件:Omron/上海二工/正泰
4.溫控器:Omron
5.固態(tài)繼電器:Omron/陽明25A*2
6.熱電偶:芯鐵氟龍線
7.氣缸:Airatc
8.增壓缸:臺灣久力
9.步進電機:深圳雷賽
(三)易損件
1.熱壓上下模板:正常磨平面不在保修范圍內(nèi)。
2.冷壓上下模板:正常磨平面不在保修范圍內(nèi)。
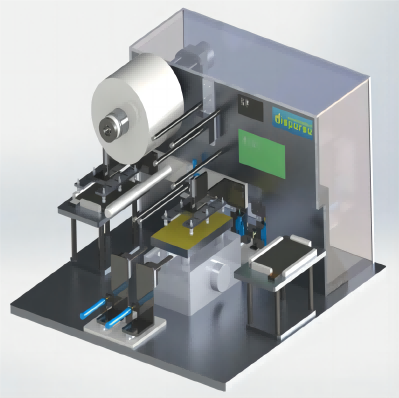
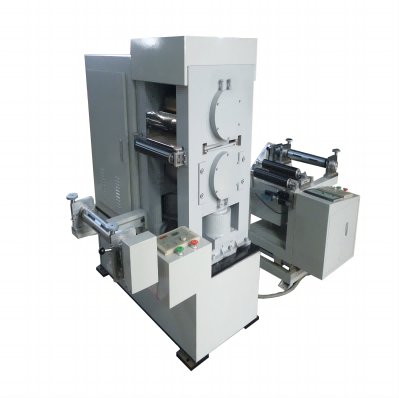
七、參考圖片(具體以實物為準)出貨不含冷水機。